破碎机耐磨材料的发展
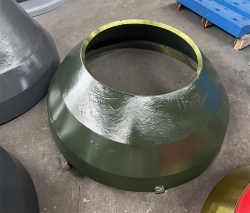
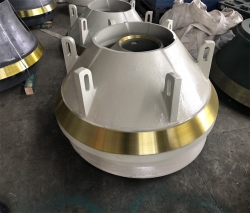
历来破碎机的发展是以新型耐磨材料的应用为支柱的。1882年首先提出的高锰钢,经水韧处理后,在高冲击载荷和高挤压应力下由于晶体变形等组织变化引成的表面加工硬化,布氏硬度HB可达500多,而中心仍保持良好冲击韧性。常用于颚破的颚板,圆锥破的破碎壁、轧臼壁,锤破的锤头,球磨机的衬板等,高锰钢材质的耐磨件目前还是作为破碎设备最主要的耐磨材料,一般常见的有Mn13和Mn18。
随着破碎设备行业的发展,越来越多的问题接踵而出,例如破碎领域的扩大以及设备经久性的要求,行业的不断发展对耐磨材料提出了更高的要求。1930年左右出现的硬镍铸铁,硬度可达HRC55-60,作为第二代耐磨材料,因为太脆,故只能制作小零件,如砂石清洗机的螺旋叶片板等,且我国镍贵,故应用甚少。比硬镍铸铁晚几年出现的高铭铸铁则被称为第三代耐磨材料,在其强韧的马氏体基体上,分布坚硬大块的一次碳化物和一定量弥散性细小二次碳化物,当铬含量超过10%后,出现的碳化物呈(Fe,Cr)7C3型。维氏硬度高 达HV1300-1800,目前主要应用于反击破碎机的板锤和锤破的锤头。我公司生产的高铬铸铁按铬含量分为Cr18,Cr26两种,上海振拓机械有限公司生产的反击破的高铬板锤都是使用Cr26, 高铬板锤的主要成份:C含量:2.5-3.5 Cr含量:23-33 正常硬度:58-63 然后可以根据用户的需要,高铬板锤的成份中加入钼(Mo),镍(Ni),使高铬板锤达到破碎石料最佳的效果。在成份一定的基础上,产品的好坏主要就是在工艺上,四川省柏均机械制造有限责任公司拥有30多年的生产经验,生产出来的高铬板锤的质量比一般厂家都耐磨20%以上。
本文网址:http://www.bojunjixie.com/news/210.html
上一篇:破碎机锤头材质的影响
下一篇:破碎壁